I'm trying something new with this post, since this is just as much about technology as it is about my do-it-yourself projects. In fact, this wouldn't really qualify as DIY unless I had built my own equipment. Perhaps I will, but not any time soon.

Long-time followers of my blog may be aware that I have a 3D printer that can print in castable wax. The purpose of printing in castable wax is to make patterns for metal casting. An example of a wax print is something like this:

I should add "2020" to this design. 2020 is over, we survived! In all seriousness, however, this process, especially at this scale, is best-known for making jewellery. It can be used for any metal component with intricate geometry, however. I have plans to make jewellery, as you may already know, but I also plan to make some wargaming miniatures and model steam engine components.
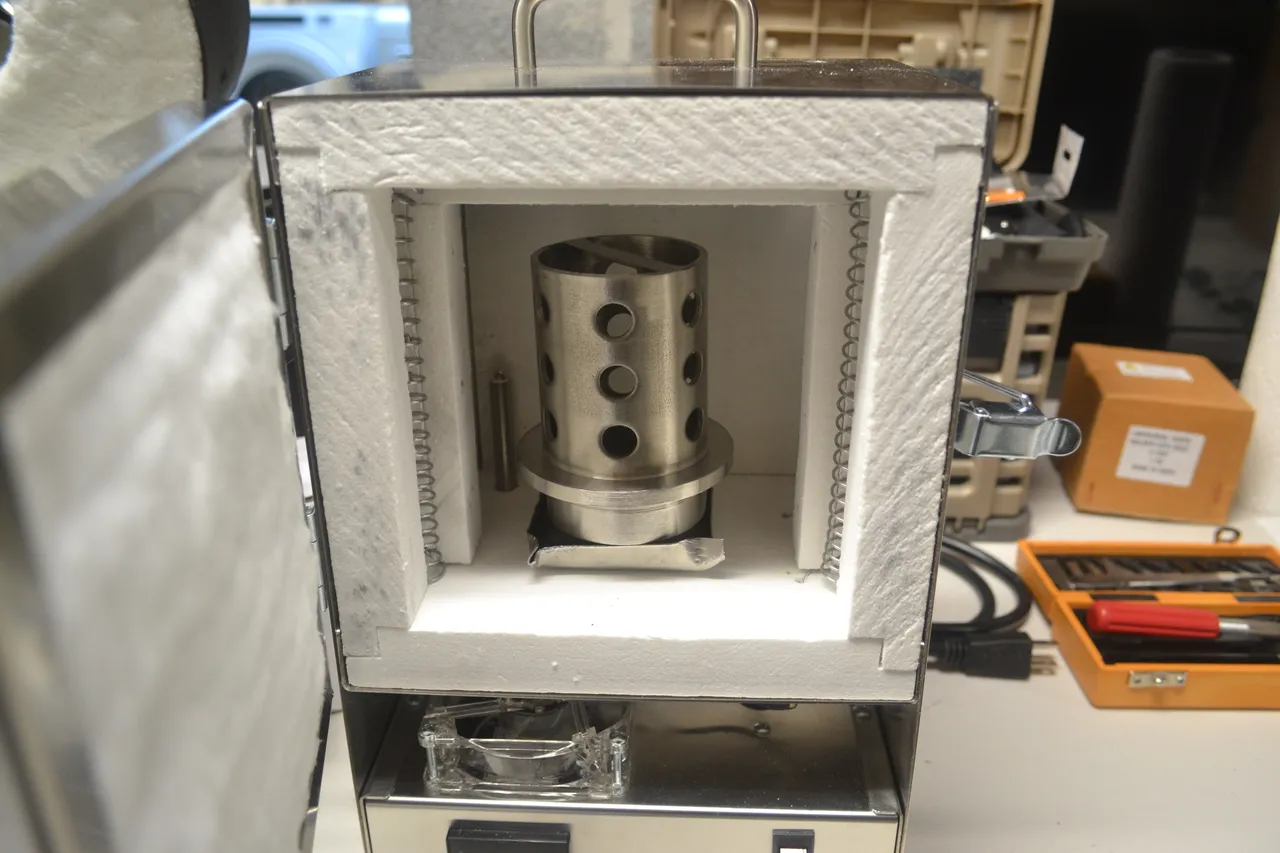
The wax pattern is then fused to a part tree (not to be confused with a part tree in the context of CAD software), which is a process that I will film later today and demonstrate in my next video. The tree is then rested in a flask, which is filled with "investment," a combination of plaster and silica used for making moulds. After the investment dries, the flask is fired to burn out the wax, which is collected in a drip pan inside a kiln. The setup will look something like this:
After the mould is prepared, it is filled with molten metal from a crucible. Every new crucible must be prepared with a coating of flux, a 50/50 mixture of borax and boric acid. The powdered minerals are poured into a crucible, melted, and then sloshed round the sides to coat the crucible and prevent the metal from sticking to the sides and becoming contaminated. Borax melts at 743 °C , or 1 369 °F, so as you can probably imagine, the crucible is glowing orange when pulled out:

The coating wasn't quite complete, but it will do for testing purposes. My first demonstration will be with tin, and afterwards, I will move on to metals with much higher melting points, such as silver, bronze, and iron. For that, I'll make sure to wear my leather welding jacket, apron, spats, the whole nine yards.